更新:2026年06月25日

通过与我方现有喷嘴进行性能对比验证,确认了实际效果。

本案例介绍的是我公司2流体喷雾喷嘴的导入案例,该案例中,某汽车零部件工厂通过引入本产品,成功解决了脱模剂涂布工序中的难题。
该工厂在生产汽车底盘部件等产品时,采用的是将熔融铸铁浇注入由铸造砂制成的砂型中的“砂型铸造法”。

采用“砂型铸造法”制造的底盘部件

砂型铸造法:将熔融铸铁浇注入砂型进行铸造
制造砂型的工序即为“造型”,承担该工序的设备称为“造型机”。在造型机上,将安装有产品形状原型(模型)的模板用砂箱围住,向其中填充型砂并压实,分别成型上型和下型,再将两者组合形成完整的砂型。

左:用于按压型砂以成型砂型的模板|右:经模板成型后的砂型下半部分
在该客户的造型工序中,将模板安装于造型机后、向砂箱填充砂之前,需使用安装在设备上的其他厂家喷雾枪,在模板表面的4个位置涂布脱模剂。其目的是使成型后的砂型能够顺利从模板上脱模,避免损坏。
然而,造型所用的型砂在造型机周边飞扬,侵入喷嘴内部,导致喷嘴前端磨损、喷孔内部因砂粒附着而发生堵塞、以及滴液等问题。由此,脱模剂无法正常喷涂,有时甚至会引发砂型成型不良。

此外,拆卸喷嘴进行维护保养的频率增加到每周至少一次,给现场带来了沉重负担。同时,维护过程中使用的备用喷嘴采购次数也随之增加,成本负担不断加大。
喷嘴拆卸与维护频率的增加加重了现场负担
首先,我们选定了能够将脱模剂液与压缩空气混合、形成细微雾状并呈大范围扇形喷射的2流体喷嘴“BIMV系列”。随后在客户现场,由客户见证,与我方现有喷嘴进行了对比验证。
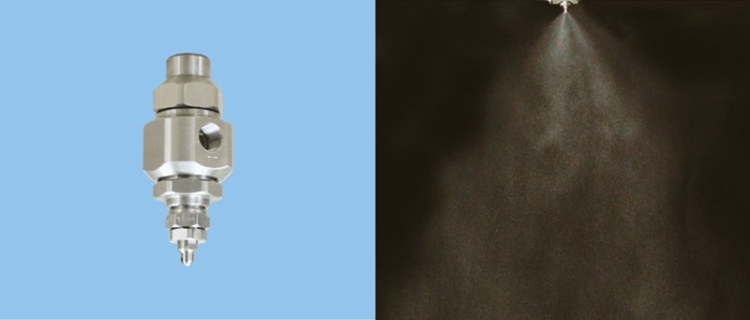
BIMV喷嘴及其喷雾形态
验证结果表明,借助空气的作用,雾化颗粒直径减小、射程延长,能够实现更广范围内稳定且均匀的涂布。
同时,我们还提议在BIMV喷嘴上加装防止型砂侵入喷嘴内部的防护部件,以进一步抑制喷涂不良。
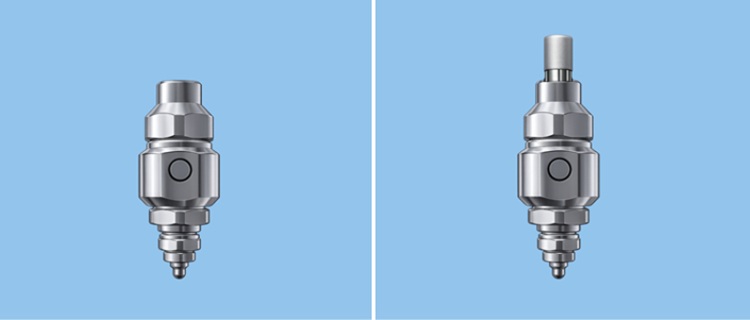
左:标准品|右:带铸砂侵入防止部件型号

通过导入BIMV系列,喷涂不良得到抑制,脱模剂涂布趋于稳定,同时维护负担也得以减轻。具体效果如下:
·实现细微雾化带来的广范围、稳定且均匀的涂布
·增加防砂侵入机构,有效抑制喷涂不良
·喷嘴维护频率大幅降低(从每周1次减少至每月1次)
·部件更换频率同样降低,至多每年更换1次左右
·自切换至BIMV系列以来已过去5年,目前仍保持良好运行状态
联系电话
受理时间:8 : 00-17 : 00
周一至周五 节假日休息
微信

也可访问阿里巴巴商城直接购买我们的产品 http://kirinoikeuchi.1688.com/
日本专业的工业喷嘴及加湿器制造商
