更新:2026年05月11日
采用小喷量的小型二流体喷雾喷嘴,可将轧制油用量降低约50%左右
提出可根据生产线宽度安装于喷雾集管、并以集管为单位进行安装与维护的结构
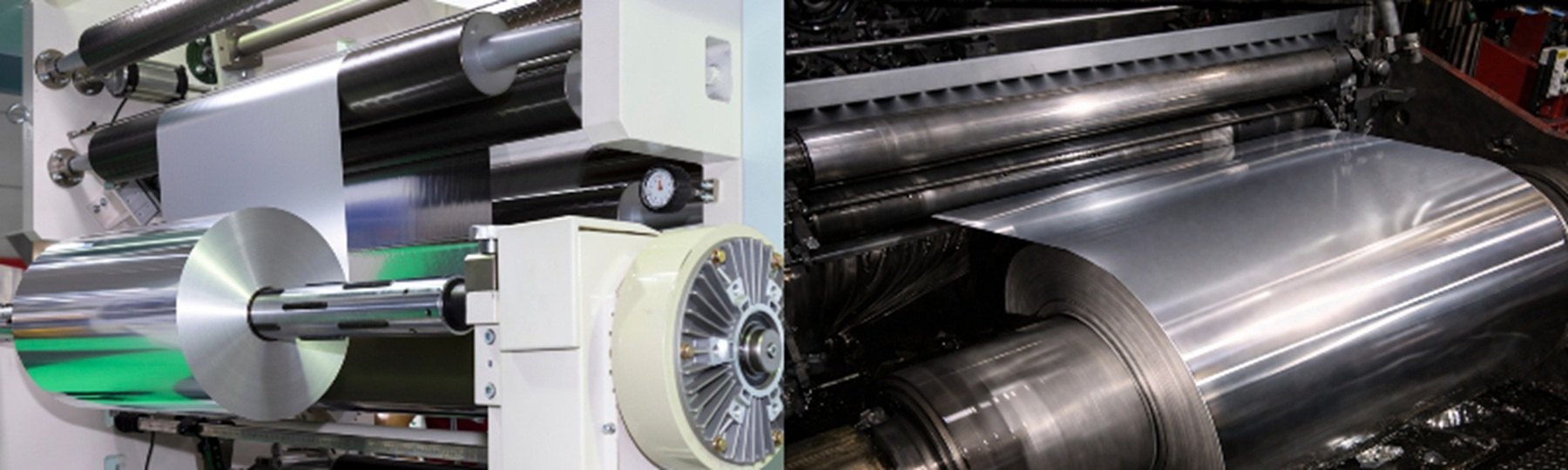
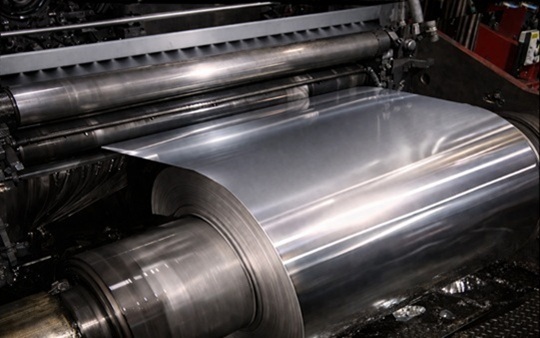
某金属箔制造工厂在轧制工序中遇到了难题。该工序通过对金属板坯施加辊压,逐渐将其延展拉薄,最终加工成箔材。
在这一工序中,需要在向轧辊部位供给轧制油的同时进行加工。轧制油对于辊与工件之间的润滑、工件冷却、磨削粉末的冲走以及表面质量的稳定化而言不可或缺。然而,其用量过大成为了一个令人担忧的问题。
图示:轧制油供给状态
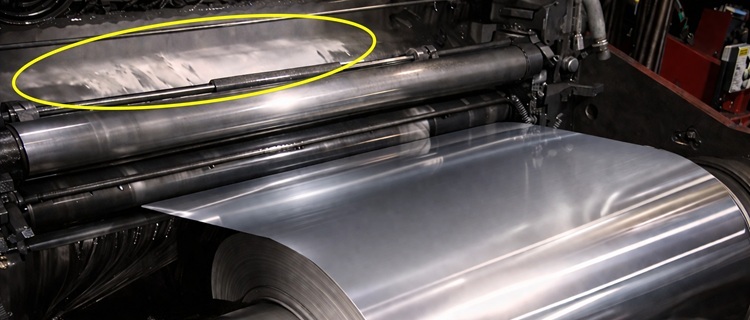
该厂轧制油用量为每小时约124升,按24小时连续运行换算,每天接近约3吨。除了成本负担较大之外,从生产线飞散的油脂还会污染设备及周围地面,由此带来的安全卫生风险和清扫人力成本也不容忽视,需改善。
我司推荐了能够将轧制油与压缩空气混合、实现微粒化的小型二流体喷雾喷嘴「CBIMV系列」。其特点在于可将轧制油展开为薄扇形,均匀涂布于轧辊表面。
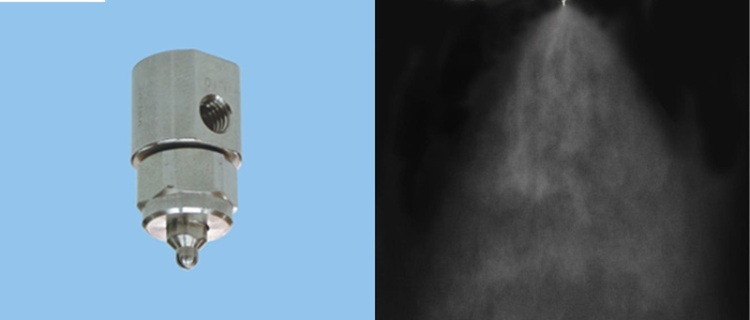
小型二流体喷雾喷嘴「CBIMV系列」及其喷雾形状
随后,我们选定了该系列中喷雾量较小的型号。将其安装在按轧制线宽度定制的不同长度的喷雾集管上,并提出了以集管为单元进行安装与维护的结构方案。由于喷嘴本体小巧,即使安装多个,机械负荷也很小,集管无需采用厚重结构。

CBIMV 多喷嘴集管
替换原有的轧制油供给方式,将总计62个CBIMV喷嘴分别安装于3根集管上,布置于生产线。每个CBIMV喷嘴的涂布量为每小时约1升,62个喷嘴24小时连续运行时的日用量约为1488升。由此,与原方式相比,轧制油耗用量减少了约50%左右。
CBIMV——单喷嘴涂布量约 1升/小时,用量较原方式减少约50%左右
除了材料成本降低约50%左右之外,油脂飞散造成的设备与地面污染问题也得到了解决。清扫所需人力降至最低,从而降低了管理成本。同时,作业环境的改善也有助于提升员工满意度。雾的池内的喷雾喷嘴,至今仍在为金属箔制造工厂的高效、稳定运行贡献力量。
联系电话
受理时间:8 : 00-17 : 00
周一至周五 节假日休息
微信

也可访问阿里巴巴商城直接购买我们的产品 http://kirinoikeuchi.1688.com/
日本专业的工业喷嘴及加湿器制造商
