更新:2026年02月26日

• 能够抑制模具及周边被打湿的风险,选用了合适的二流体喷嘴。
• 该喷嘴可对模具厚壁部位进行定点精准冷却。
• 机身紧凑轻便,即使安装在机器人手臂前端也不易产生负载。
在生产汽车、摩托车用铝合金压铸零部件 的工厂,正在推进以缩短生产节拍为目标的改善项目。


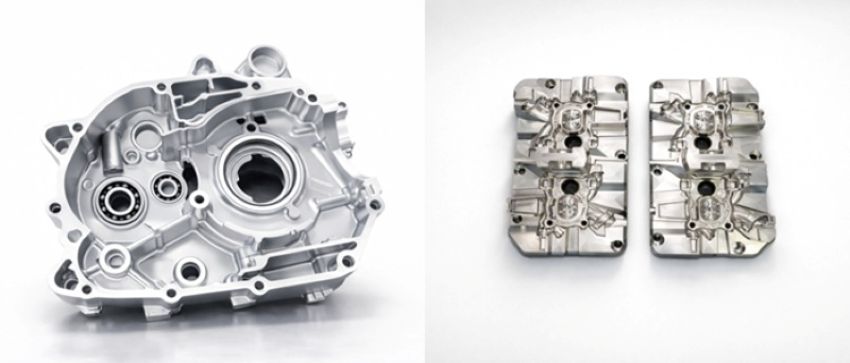
通常每压铸一次都会开模,每次喷涂脱模剂来抑制模具温度上升。但曲轴箱形状复杂,且存在厚壁部位,多种条件叠加时, 模具温度有时甚至会达到400℃ 。
模具温度一旦超过400℃, 不仅会产生产品拉伤、表面缺陷等不良 ,还会对 模具本身 造成损伤。因此,不得不停机自然冷却。

然而, 模具温度降至规定的250℃,大约需要10 分钟以上 。在此期间设备一直停机,作为生产线关键工序的工位陷入停滞状态。
能否设法缩短这段闲置时间。为此,客户开始探索采用喷雾喷嘴的冷却方案,并向我司进行了咨询
我司负责营业人员选用了可将冷却水与压缩空气混合、形成微细雾状喷射的二流体喷嘴「SETO‑SP」系列。与仅靠液压驱动的一流体喷嘴相比,该喷嘴可实现更小的液滴,因此能够抑制模具及周边被打湿的风险。
此外,SETO‑SP 的喷雾虽然很柔和,却可近乎精准地喷射到目标位置,能够对模具厚壁部位进行集中冷却,这也是其一大特点。
再者,喷嘴本体为约 20 mm 见方、全长不足 50 mm 的紧凑轻量化设计。即使安装在机器人手臂前端也不易形成负载,操作性叶很好,这一点也获得了客户的高度评价。


此前,设备与生产线需停机,模具要花费10 分钟以上自然冷却。引入SETO‑SP后,冷却时间大幅缩短至约 60 秒左右。
如今,池内的喷雾喷嘴仍在为铝合金压铸零部件工厂缩短生产节拍、提升生产效率持续贡献价值。

联系电话
受理时间:8 : 00-17 : 00
周一至周五 节假日休息
微信

也可访问阿里巴巴商城直接购买我们的产品 http://kirinoikeuchi.1688.com/
日本专业的工业喷嘴及加湿器制造商
